製品情報はU-TOWNへ
弛ぎない品質を未来へ
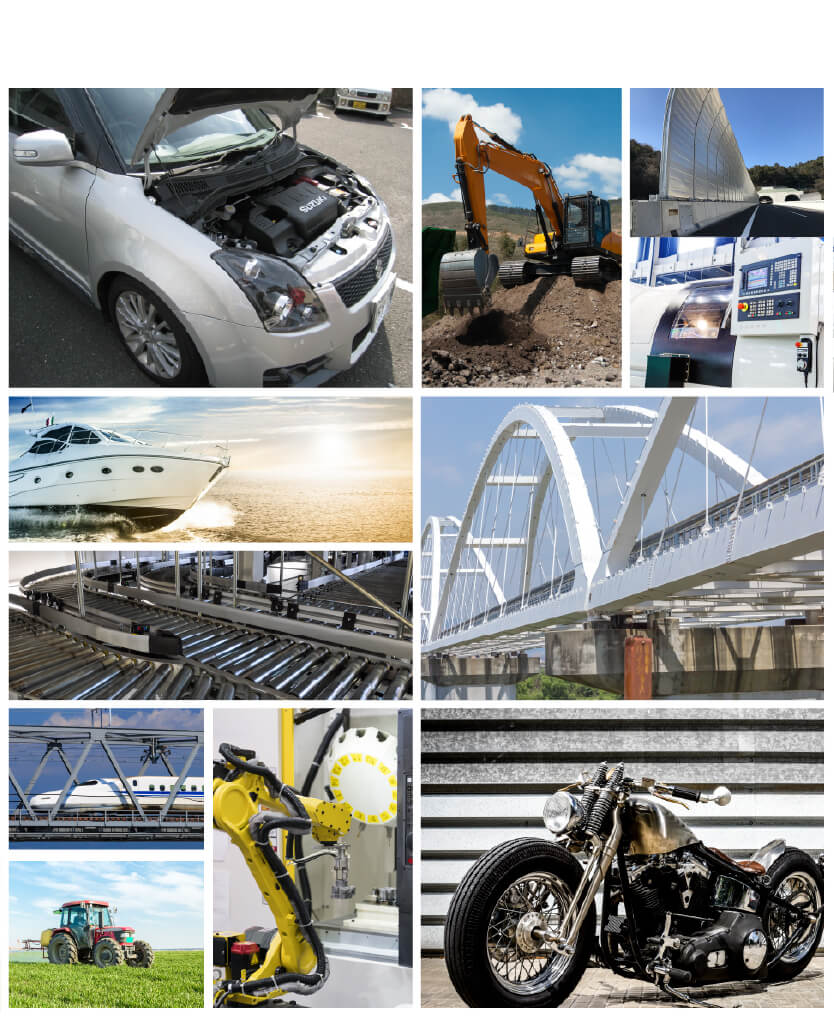
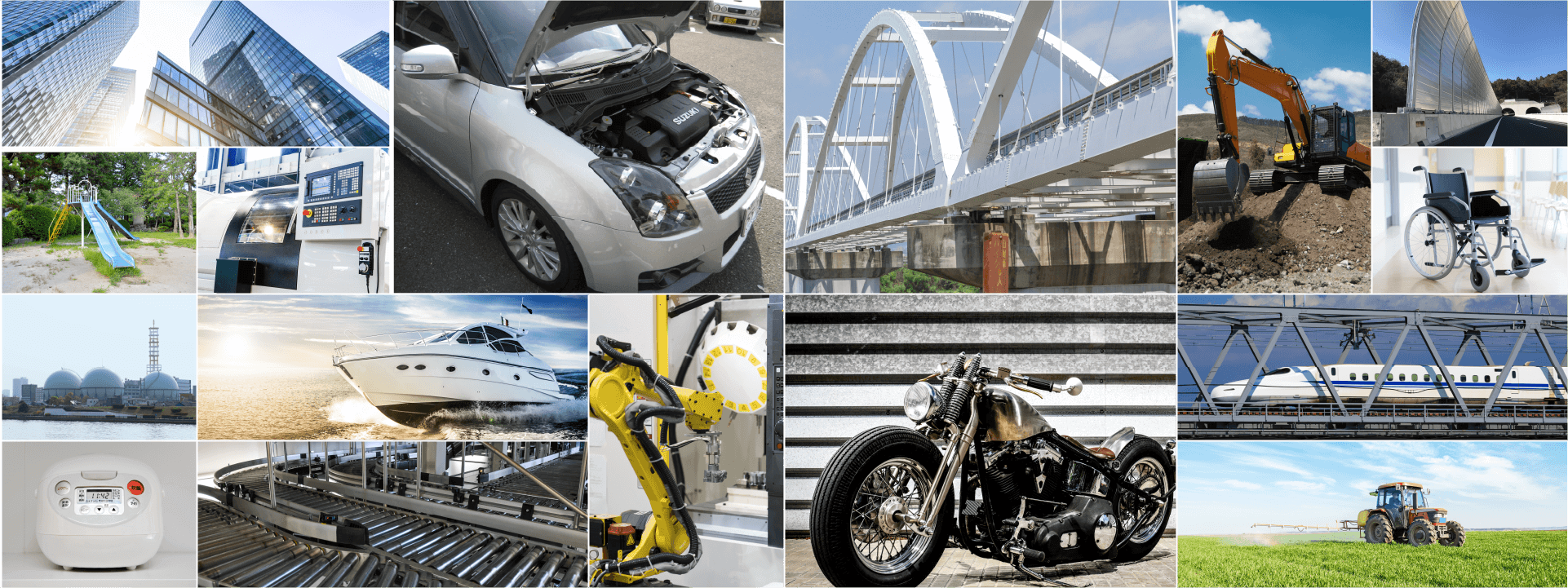
社会のいろいろな場所を支えている
製品ラインナップ
冨士精密の強み
世界を支える冨士精密
U-NUT・FINE U-NUTの情報サイト U-TOWN
株式会社冨士精密の会社概要、沿革をはじめ、社長挨拶、経営理念などをご案内します。
会社案内
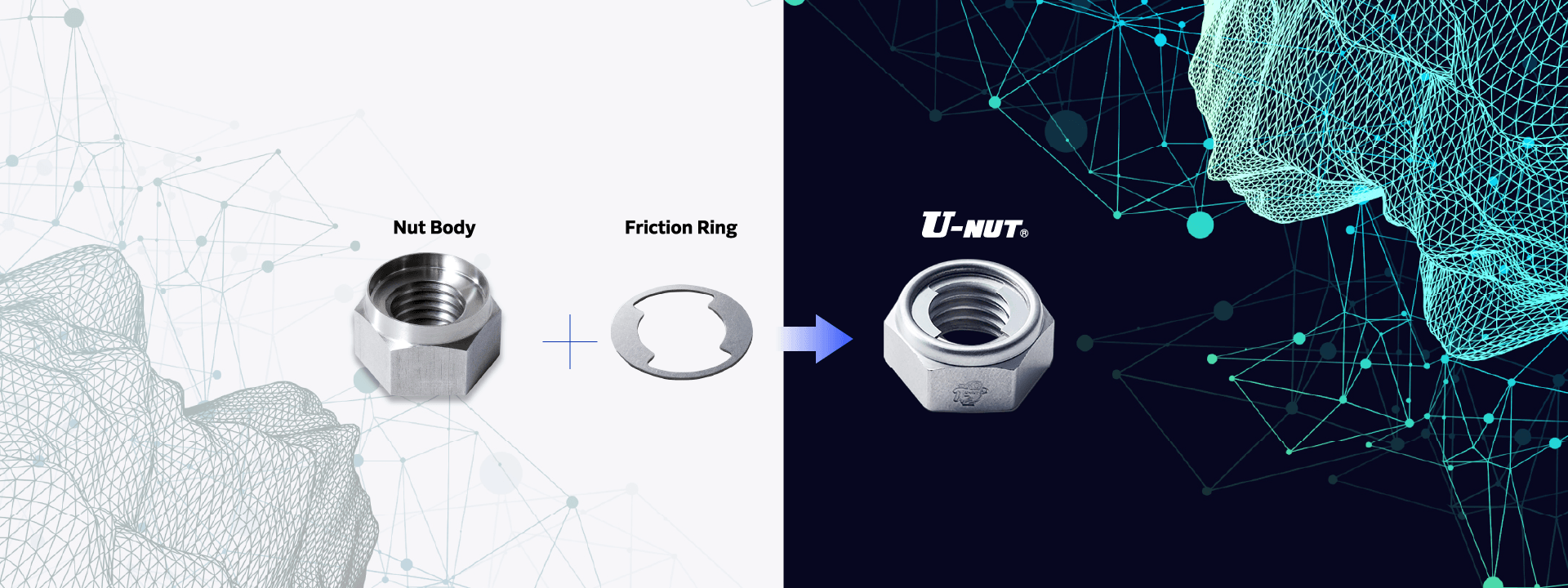
製品インデックスをはじめ、U-NUT・FINE U-NUTの構造と作用などをご紹介しています。
製品情報
冨士精密の製品情報やナットに関するお役立ち情報が満載です。
U-TOWN
冨士精密は、ゆるみ止めナット業界No.1といわれる理由をご紹介。
お問い合わせ、資料請求、各種証明書等は、コチラから。
U-NUT、FINE U-NUTを始めとした冨士精密の製品が、Amazonで購入できます。
冨士精密では共に歩んでくれる方の応募をお待ちしています。